
Val á réttri gerð vélar fyrir fjölása CNC vinnslu er ein af mikilvægustu ákvörðununum. Það ákvarðar heildargetu ferlisins, mögulegar hönnunir og heildarkostnað. Þriggja ása vs. fjögurra ása vs. fimm ása CNC vinnsla er vinsæl umræða og rétta svarið fer eftir kröfum verkefnisins.
Þessi handbók fjallar um grunnatriði fjölása CNC vinnslu og ber saman 3-ása, 4-ása og 5-ása CNC vinnslu til að aðstoða við að taka rétta ákvörðun.
Inngangur að 3-ása vinnslu

Snældan hreyfist línulega í X-, Y- og Z-áttum og vinnustykkið þarf festingar sem halda því í einu plani. Möguleikinn á að vinna á mörgum fletum er mögulegur í nútímavélum. En þær þurfa sérstaka festingar sem eru nokkuð dýrar í framleiðslu og taka líka mikinn tíma.
Það eru þó nokkrar takmarkanir á því sem 3-ása CNC vélar geta gert. Margir eiginleikar eru annað hvort óhagkvæmir, þrátt fyrir hlutfallslegt verð 3-ása CNC véla, eða einfaldlega ómögulegir. Til dæmis geta 3-ása vélar ekki búið til hornlaga eiginleika eða neitt sem er á XYZ hnitakerfinu.
Aftur á móti geta 3-ása vélar búið til undirskurð. Þær þurfa þó nokkrar forkröfur og sérstakar skurðarvélar eins og T-raufar og svalahalaskurðarvélar. Að uppfylla þessar kröfur getur stundum hækkað verðið verulega og stundum verður hagkvæmara að velja 4-ása eða 5-ása CNC fræsingarlausn.
Inngangur að 4-ása vinnslu
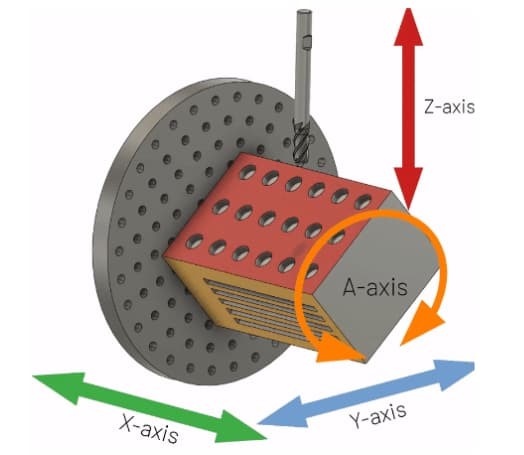
Fjögurra ása fræsing er háþróaðri en þriggja ása fræsing. Auk þess að skurðarverkfærið hreyfist í XYZ-flötum, leyfa þau einnig vinnustykkinu að snúast á Z-ásnum. Þetta þýðir að fjögurra ása fræsing getur unnið á allt að fjórum hliðum án sérstakra krafna eins og einstakra festinga eða skurðarverkfæra.
Eins og áður hefur komið fram gerir viðbótarásinn á þessum vélum þær hagkvæmari í sumum tilfellum þar sem 3-ása vélar geta klárað verkið, en með sérstökum kröfum. Aukakostnaðurinn sem þarf til að framleiða réttu festingarnar og skurðarverkfærin á 3-ása vélum er meiri en heildarkostnaðarmunurinn á 4-ása og 3-ása vélum. Þar með eru þær hagkvæmari kostur fyrir sum verkefni.
Ennfremur er annar mikilvægur þáttur í 4-ása fræsingu heildargæðin. Þar sem þessar vélar geta unnið á 4 hliðum í einu er ekki þörf á að færa vinnustykkið til á festingunum. Þannig er líkurnar á mannlegum mistökum lágmarkaðar og nákvæmnin í heild eykur.
Í dag eru til tvær gerðir af 4-ása CNC vinnslu; samfelld og vísitölustýrð.
Samfelld vinnsla gerir skurðarverkfærinu og vinnustykkinu kleift að hreyfast á sama tíma. Þetta þýðir að vélin getur skorið efni á meðan það snýst. Þannig er mjög auðvelt að vinna flóknar boga og form eins og helixa.
Vísivélavinnsla hins vegar virkar í áföngum. Skurðartækið stöðvast um leið og vinnustykkið byrjar að snúast um Z-planið. Þetta þýðir að vísivélavélar hafa ekki sömu getu því þær geta ekki búið til flóknar boga og form. Eini kosturinn er sá að nú er hægt að vinna vinnustykkið á fjórum mismunandi hliðum án þess að þurfa sérstaka festingar sem eru nauðsynlegar í 3-ása vél.
Inngangur að 5-ása vinnslu
Fimmása vinnsla tekur hlutina skrefinu lengra og gerir kleift að snúast á tveimur fleti. Þessi margása snúningur ásamt getu skurðarverkfærisins til að hreyfast í þrjár áttir eru tveir ómissandi eiginleikar sem gera þessum vélum kleift að takast á við flóknustu verkefni.
Tvær gerðir af 5-ása CNC vinnslu eru fáanlegar á markaðnum. 3+2-ása vinnsla og samfelld 5-ása vinnsla. Báðar gerðir virka í öllum fletum en sú fyrri hefur sömu takmarkanir og vinnubrögð og 4-ása vél með vísitölu.
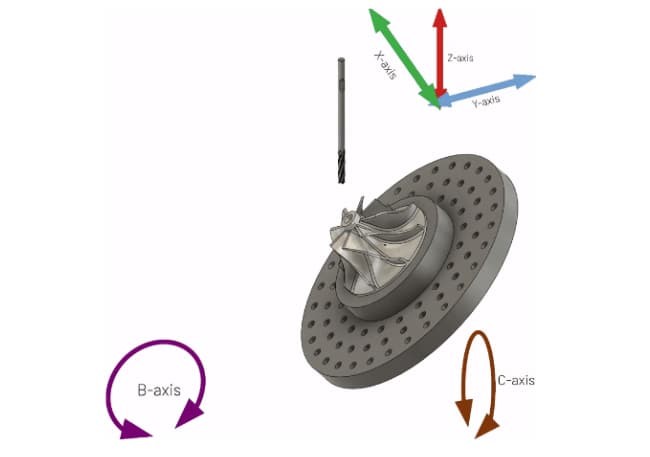
3+2 ása CNC vinnsla gerir snúning óháðan hvor öðrum en takmarkar notkun beggja hnitaflata á sama tíma. Aftur á móti fylgja samfelld 5-ása vinnsla ekki slíkar takmarkanir. Þetta veitir betri stjórn og getu til að vinna flóknustu rúmfræði á þægilegan hátt.
Helstu munur á 3, 4, 5 ása CNC vinnslu
Að skilja flækjustig og takmarkanir hvers konar CNC vinnslu er nauðsynlegt til að tryggja besta jafnvægið milli kostnaðar, tíma og gæða ferlisins.
Eins og áður hefur komið fram, þá yrðu fjölmörg verkefni dýrari með annars hagkvæmri 3-ása fræsingu vegna flækjustigs tengdra festingum og ferlum. Á sama hátt væri það að velja einfaldlega 5-ása fræsingu fyrir hvert einasta verkefni samheiti við að berjast gegn kakkalökkum með vélbyssu. Hljómar ekki áhrifaríkt, er það ekki?
Þess vegna er mikilvægt að skilja helstu muninn á 3-ása, 4-ása og 5-ása vinnslu. Þannig er tryggt að besta gerð vélarinnar sé valin fyrir hvert verkefni án þess að skerða nauðsynlega gæðaþætti.
Hér eru 5 helstu munirnir á milli gerða CNC vinnslu.
Vinnuregla
Virkni allrar CNC-vinnslu er sú sama. Skurðartækið, sem er stýrt af tölvu, snýst umhverfis vinnustykkið til að fjarlægja efni. Ennfremur nota allar CNC-vélar annað hvort M-kóða eða G-kóða til að greina hreyfingu verkfærisins miðað við vinnustykkið.

Munurinn liggur í aukinni getu til að snúast um mismunandi fleti. Bæði 4-ása og 5-ása CNC fræsun leyfa snúning um mismunandi hnit og þessi eiginleiki leiðir til þess að flóknari form eru tiltölulega auðveldlega búin til.
Nákvæmni og nákvæmni
CNC-vinnsla er þekkt fyrir nákvæmni sína og lág vikmörk. Hins vegar hefur gerð CNC-vélarinnar áhrif á lokavikmörk vörunnar. Þriggja ása CNC-vél, þótt hún sé mjög nákvæm, hefur meiri líkur á handahófskenndum villum vegna stöðugrar tilfærslu vinnustykkisins. Fyrir flestar notkunarmöguleika er þessi skekkjumörk hverfandi. Hins vegar, fyrir viðkvæmar notkunarmöguleika sem tengjast flug- og bílaiðnaði, getur jafnvel minnsta frávik valdið vandamálum.

Bæði 4-ása og 5-ása CNC vinnsla hefur þetta vandamál ekki þar sem hún þarfnast ekki neinnar breytinga. Þær leyfa skurð á mörgum fleti á einni festingu. Ennfremur er mikilvægt að hafa í huga að þetta er eina ástæðan fyrir misræmi í gæðum 3-ása vinnslu. Fyrir utan þetta er heildargæðin hvað varðar nákvæmni og nákvæmni þau sömu.
Umsóknir
Munurinn á gerð CNC-véla byggist ekki á notkun í allri iðnaðinum heldur á eðli vörunnar. Til dæmis munurinn á 3-ása, 4-ása og 5-ása fræsivörum byggjast á heildarflækjustigi hönnunarinnar frekar en iðnaðinum sjálfum.
Einfaldan hluta fyrir flug- og geimferðageirann er hægt að þróa á þriggja ása vél en eitthvað flókið fyrir hvaða annan geira sem er gæti krafist notkunar á fjögurra eða fimm ása vél.
Kostnaður
Kostnaður er meðal helstu munar á 3, 4 og 5 ása CNC fræsingu. 3 ása vélar eru að sjálfsögðu hagkvæmari í kaupum og viðhaldi. Hins vegar fer kostnaður við notkun þeirra eftir þáttum eins og festingum og framboði stjórnenda. Þó að kostnaður stjórnenda sé sá sami í tilviki 4 ása og 5 ása véla, þá eru festingar samt sem áður verulegur hluti kostnaðarins.
Hins vegar eru 4 og 5 ása vinnsluaðferðir tæknilega fullkomnari og hafa betri eiginleika. Þess vegna eru þær að sjálfsögðu dýrar. Hins vegar bjóða þær upp á mikla möguleika og eru raunhæfur kostur í mörgum einstökum tilfellum. Eitt af þeim hefur þegar verið rætt áður þar sem hönnun sem er fræðilega möguleg með 3 ása vél myndi krefjast mikilla sérsniðinna festinga. Þar með eykst heildarkostnaðurinn og 4 ása eða 5 ása vinnsluaðferð verður raunhæfari.
Afgreiðslutími
Þegar kemur að heildarafgreiðslutíma veita samfelldar 5-ása vélar bestu heildarniðurstöðurnar. Þær geta unnið úr jafnvel flóknustu formum á sem skemmstum tíma vegna þess að þær eru ekki stöðvaðar og eru einþrepa vinnsluaðferðir.
Samfelldar 4-ása vélar koma á eftir því þar sem þær leyfa snúning í einum ás og geta aðeins meðhöndlað flata horneiginleika í einu.
Að lokum hafa 3-ása CNC vélar lengstan afhendingartímann þar sem skurðurinn fer fram í áföngum. Ennfremur þýða takmarkanir 3-ása véla að það verður mikil tilfærsla á vinnustykkinu, sem myndi leiða til lengri heildarafhendingartíma fyrir hvaða verkefni sem er.
3 ása vs 4 ása vs 5 ása fræsing, hvor er betri?
Í framleiðslu er engin aðferð til sem heitir algjörlega betri eða ein lausn sem hentar öllum. Rétt val fer eftir flækjum verkefnisins, heildarfjárhagsáætlun, tíma og gæðakröfum.
Þriggja ása vél, fjögurra ása vél og fimm ása vél, hefur sína kosti og galla. Auðvitað getur fimm ása vélin búið til flóknari þrívíddarrúmfræði, en þríása vélin getur fljótt og stöðugt framleitt einfaldari verk.
Í stuttu máli sagt er ekkert svar við spurningunni um hvor sé betri kosturinn. Sérhver vinnsluaðferð sem býður upp á fullkomna jafnvægi milli kostnaðar, tíma og árangurs væri kjörinn kostur fyrir tiltekið verkefni.
Lestu meira: CNC fræsun vs. CNC beyging: Hvor er rétt að velja
Byrjaðu verkefni þín með CNC vinnsluþjónustu Guansheng
Fyrir hvaða verkefni eða fyrirtæki sem er getur rétti framleiðsluaðilinn skipt sköpum um árangur og mistök. Framleiðsla er óaðskiljanlegur hluti af vöruþróunarferlinu og réttar ákvarðanir á því stigi geta gert mikinn þátt í að gera vöru lífvænlega. Guangsheng er kjörinn framleiðslukostur fyrir allar aðstæður vegna áherslu þeirra á að skila því besta með hámarks samræmi.
Guangsheng er búið nýjustu tækni og reynslumiklu teymi og getur tekist á við alls kyns 3-ása, 4-ása eða 5-ása vinnsluverkefni. Með ströngum gæðaeftirliti getum við tryggt að fullunnu hlutar standist allar tegundir gæðaeftirlits án vandræða.
Þar að auki er það sem greinir Guangsheng frá öðrum löndum að þau eru hraðasti afhendingartími þeirra og samkeppnishæfasta verðið á markaðnum. Þar að auki er ferlið einnig fínstillt til að auðvelda viðskiptavinum sínum. Einfaldlega hlaðið inn hönnuninni til að fá ítarlega DFM greiningu og strax tilboð til að byrja.
Sjálfvirkni og lausnir á netinu eru lykillinn að framtíð framleiðslu og Guangsheng skilur það. Þess vegna er allt sem þú þarft fyrir bestu niðurstöður aðeins smelli í burtu.
Niðurstaða
Allar 3, 4 og 5 ása CNC vélar eru ólíkar og hver gerð hefur sína styrkleika og veikleika. Rétt val fer þó eftir einstökum kröfum verkefnisins og kröfum þess. Það er engin rétt ákvörðun í framleiðslu. Rétta nálgunin er að finna bestu mögulegu samsetningu gæða, kostnaðar og tíma. Eitthvað sem allar þrjár gerðir CNC geta skilað út frá kröfum tiltekins verkefnis.
Birtingartími: 29. nóvember 2023