
Framleiðslugeirinn er meðal þeirra kraftmestu atvinnugreina. Í dag er stöðug áhersla lögð á að auka nákvæmni og nákvæmni og ferla eins og vírsniðssmíði sem skila nákvæmni og eru engu minna en byltingarkenndir fyrir atvinnugreinina.
Svo, hvað er vírsnið nákvæmlega og hvers vegna er það talið byltingarkennt fyrir framleiðslugeirann? Eftirfarandi texti mun skoða grunnatriði þessarar háþróuðu framleiðslutækni með notkun í mismunandi atvinnugreinum.

Stutt kynning á vírsniðsmælingu
Vírrafmagnsúthleðsluvél (EDM) var brautryðjandi í vírrafmagnsvinnslu á fimmta áratug síðustu aldar af tveimur sovéskum vísindamönnum sem fyrstir eyðilögðu málm með rafúthleðslu. Tæknin varð verulegar framfarir á sjöunda og níunda áratugnum og varð sífellt algengari í framleiðslu. Í lok tíunda áratugarins, með framförum í upplýsingatækni og CNC, urðu vírrafmagnsvélar tölvuvæddari, sem jók skilvirkni og nákvæmni þeirra.
Í dag er vírsniðun nauðsynleg í atvinnugreinum eins og flug- og geimferðaiðnaði, bílaiðnaði og læknisfræði, þekkt fyrir að skila flóknum hönnunum og formum sem hefðbundnar vinnsluaðferðir eiga ekki við.
Vír EDM ferlið
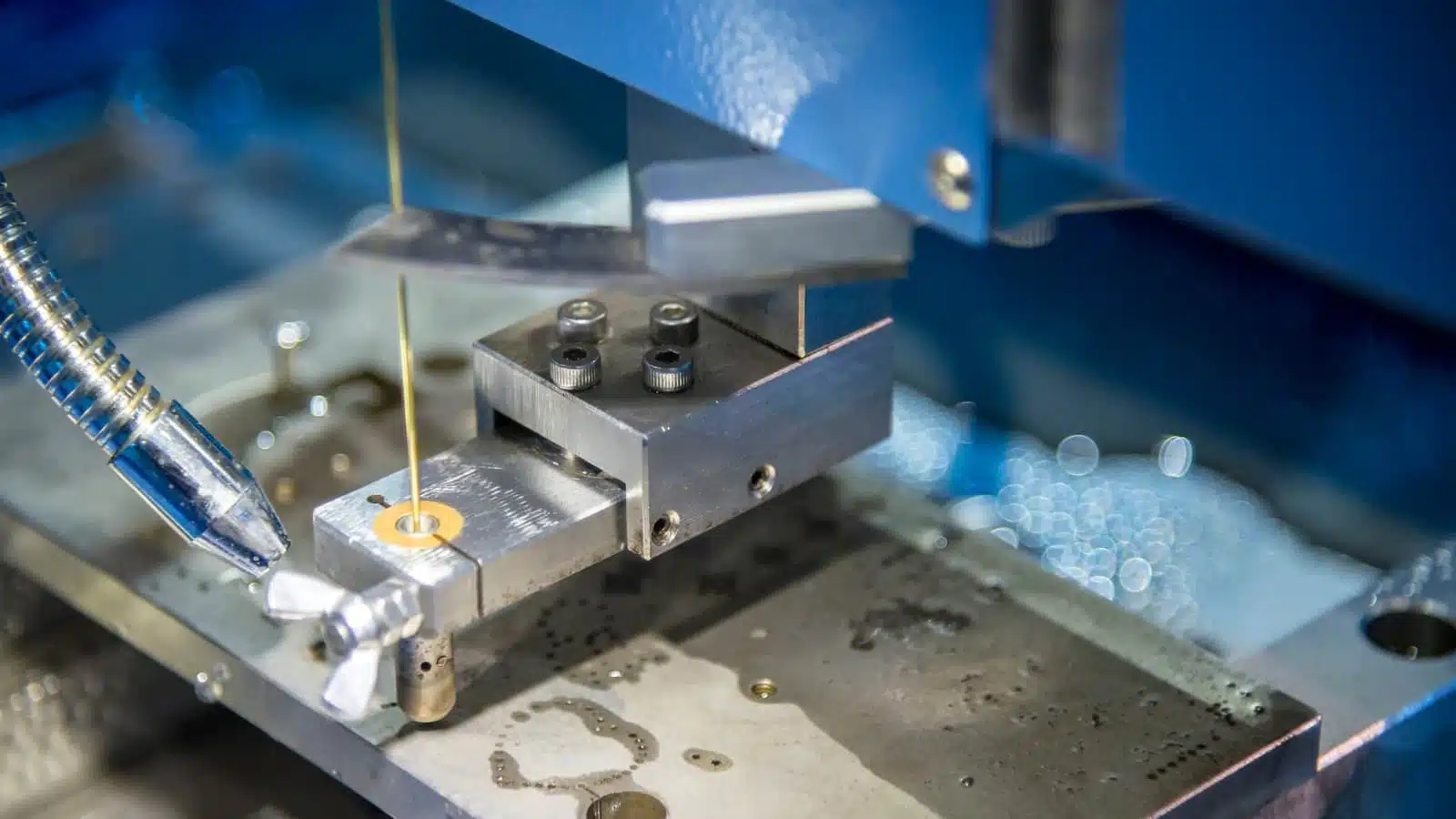
Rafmagnsútblástursvinnsla með vír (EDM) er nákvæm aðferð sem notar stýrða rafneista til að bræða smáa hluta vinnustykkis. Vírrafskautið, sem er yfirleitt úr messingi eða sinkhúðuðu efni, býr til neistann og hreyfist eftir fyrirfram ákveðinni braut. Kosturinn? Það virkar án snertingar og kemur í veg fyrir skemmdir eða merki á bæði vinnustykkinu og verkfærinu.
Hvernig rafræn mælieining virkar
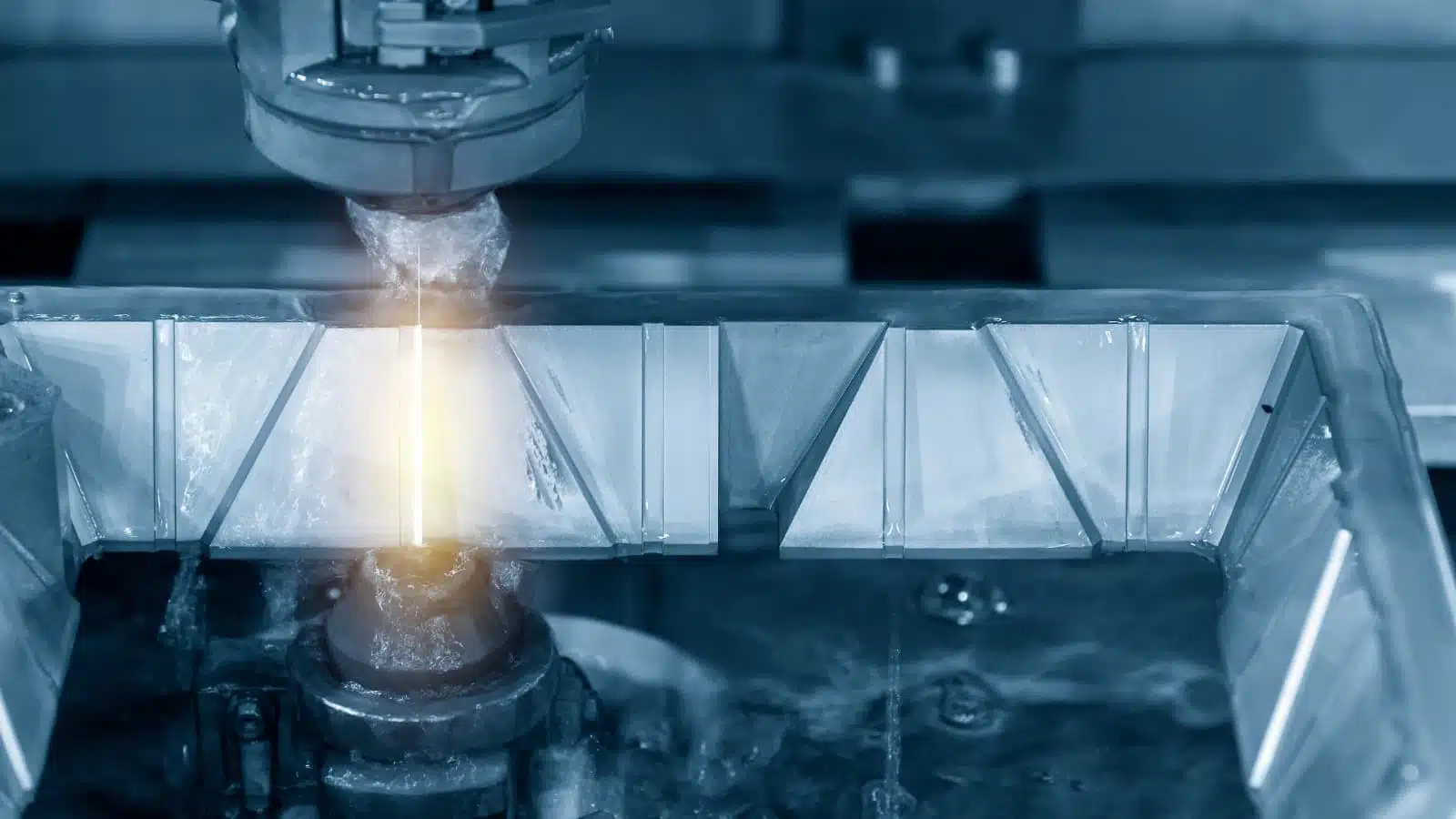
Rafstuðningur byggir á varmaorku frá rafútfellingu. Þessi útfelling hitar vinnustykkið upp að bræðslumarki og myndar örsmáar plasmarásir. Þessar rásir, oft á stærð við míkrómetra, geta horfið fljótt.
EDM ferlið fer fram í rafsegulmiðli, oftast afjónuðu vatni. Þessi vökvi kælir vinnustykkið og fjarlægir gufuuppgufað efni, sem auðveldar samfellda vinnslu.
Þýðing vírrafskautsins
Vírrafskautið er bæði skurðartæki og leiðari og er því mikilvægt. Það er húðað með efnum eins og messingi eða sinki og þolir efnahvörf við háan hita. Það er stýrt af tölvu og tryggir nákvæmar skurðir með lágmarks aflögun og mikilli nákvæmni.

Þolmörk fyrir vírsveiflu
Vírskurður er meðal nákvæmustu framleiðsluferla sem völ er á. Því eru þröng vikmörk ekki óvenjuleg fyrir hana. Raunveruleg vikmörk eru háð nokkrum þáttum, þar á meðal flækjum verkefnisins, vinnslugetu og færni notandans.
Hins vegar eru staðlaðir og ásættanlegir vikmörk viðmið í greininni sem margir framleiðendur fylgja.
Staðlað þol og fínt þol
Staðlað þol
Línuleg vikmörk: Venjulega á bilinu ±0,005 til ±0,001 tommur (0,127 til 0,0254 mm), sem gefur til kynna leyfilegt frávik fyrir eiginleika eins og göt, raufar eða snið.
Þvermál gata: Venjulega á bilinu ±0,0005 til ±0,001 tommur (0,0127 til 0,0254 mm), sem tryggir að fræst göt haldist innan skilgreinds þvermáls.
Fínt þol
Línuleg vikmörk: Ná nákvæmni á míkrómetrastigi, venjulega á bilinu ±0,0002 til ±0,0001 tommur (0,0051 til 0,00254 mm), sem er mikilvægt fyrir forrit sem krefjast mikillar nákvæmni.
Þvermál gata: Er á bilinu ±0,0001 til ±0,00005 tommur (0,00254 til 0,00127 mm), sem undirstrikar einstaka nákvæmni vírsniðningar.
Þættir sem hafa áhrif á vikmörk í vírsniðsvinnslu
Vírsniðsgreining er þekkt fyrir nákvæmni sína á míkronstigi, sem gerir hana tilvalda fyrir flókin verkefni. Hins vegar er nákvæmni hennar ekki föst og veltur á nokkrum þáttum:
• Stöðugleiki vélarinnar: Stöðug vél tryggir betri nákvæmni í skurðaðgerðum.
• Gæði vírs og þvermál: Hreinleiki, þvermál og rafmagnseiginleikar hafa áhrif á vinnsluferlið. Til að ná sem bestum árangri þarf jafnvægi milli gæða vírs og þvermáls.
• Efniviður í vinnustykki: Þó að sum efni séu aðgengilegri fyrir vélar, verður efnisvalið að vera í samræmi við þarfir notkunarinnar.
• Skolunarskilyrði: Flæði rafsegulmiðilsins hefur áhrif á gæði vinnsluferlisins, hjálpar til við að fjarlægja efni, tryggja stöðuga rafmagnslosun og skilvirka varmaleiðni.
• Kvörðun og viðhald vélarinnar: Geta vélarinnar er lykilatriði. Frábærar vélar með hæfum stjórnendum eru nauðsynlegar til að ná bestu mögulegu vikmörkum.
• Hitastöðugleiki: Til að viðhalda þekktri nákvæmni vírsveiflna eru stýrðir rafbogar mikilvægir. Hitastöðugleiki getur haft áhrif á nákvæmni, sem undirstrikar mikilvægi stöðugra aðstæðna.
Hentugustu efnin til að skera vír
Járnmálmar

Ryðfrítt stál
Það sameinar endingu og framúrskarandi rafleiðni. Tæringarþol þess gerir það að eftirsóttu efni í ýmsum atvinnugreinum. Í samhengi við vélræna vinnslu sker samhæfni þess við nákvæmar og ítarlegar hönnun sig úr.
Verkfærastál
Verkfærastál er þekkt fyrir herta eiginleika sína og er burðarás margra þungavinnutækja og nákvæmnishluta. Meðfædd seigja þess, ásamt rafmagnseiginleikum, gerir það að kjörnum kost fyrir flóknar smáatriði og langvarandi skerpu.
Kolefnisstál
Kolefnisstál er fjölhæfur framleiðandi á sviði málma, þótt það sé ekki eins vinnsluhæft og sambærilegt stál, en hægt er að sníða það að fullkomnun með réttum rafskautsvali og rekstrarbreytum. Hagkvæmni þess ásamt afköstum gerir það að ómissandi efni í mörgum atvinnugreinum.
Blönduð stál
Stálblöndun er eins konar samruni þátta og afköst hennar eru eins og teppi úr íhlutum sínum. Með einstakri blöndu getur hún boðið upp á styrk, endingu og vinnsluhæfni, sem gerir hana að kraftmiklum valkosti fyrir fjölbreytt notkunarsvið.
Ójárnmálmar
Títan
Títan, sem oft er kallað „geimöldarmálmur“, er endingargott og hátt bræðslumark sem skapar áskoranir í hefðbundinni vinnslu. Hins vegar, þegar það er meitlað með nákvæmnisverkfærum, afhjúpar það bæði flókna og endingargóða hönnun, sem gerir það að vinsælum efnum í flug- og læknisfræðiiðnaði.
Ál
Ál er vinsælasti léttmálmurinn og er þekktur fyrir frábæra rafleiðni og sveigjanleika. Það er ekki aðeins auðvelt í vinnslu heldur lofar einnig styrk án þyngdar, sem gerir það að lykilatriði í iðnaði allt frá flutningum til umbúða.
Kopar
Kopar, sem er framúrskarandi leiðari, er kjarninn í mörgum rafmagns- og rafeindaundrum. Náttúrulegur rauðleitur-appelsínugulur litur hans ásamt getu hans til að móta í smáatriða gerir hann ómissandi í öllu frá rafeindatækni til skreytingarlistar.
Messing og brons
Þessar málmblöndur, sem skín í gullnum tónum sínum, snúast ekki bara um fagurfræði. Hrósverðir rafmagnseiginleikar þeirra gera þær að kjörnum efnum fyrir íhluti þar sem nákvæmni mætir fegurð, eins og í skrautlegum skartgripum eða fíngerðum rafeindabúnaði.
Helstu notkunarsvið vírsneiðingar í nútímaverkfræði
Vírsniðsvinnsla er að verða vinsæl vegna fjölhæfni hennar við meðhöndlun fjölbreyttra efna og getu til að ná nákvæmum smáatriðum og þröngum vikmörkum, sem gerir hana lykilatriði í nútíma framleiðslu. Hér eru þrjú helstu notkunarsvið:
Framleiðsla á nákvæmum hlutum
Algengt val til að framleiða nákvæma hluti með þröngum vikmörkum. Það er framúrskarandi í að framleiða flókin form, fínleg smáatriði og smáatriði í ýmsum efnum.
Iðnaður eins og flug- og geimferðaiðnaður, læknisfræði, bílaiðnaður og rafeindatækni treysta á vírsniðstækni til að búa til mikilvæga íhluti eins og gíra, stúta, tengi og flókin mót.
Verkfæra- og deyjaframleiðsla
Vírsmíði er lykilatriði í smíði móts, steypuforma og sérhæfðra verkfæra, sem hentar fyrir allt frá sprautusteypu til stimplunar. Hæfileikar aðferðarinnar við að viðhalda nákvæmum víddum og skera skarpa horn tryggja fyrsta flokks gæði og einsleitni í stórfelldri framleiðslu.
Þróun frumgerðar
Til að fá skjóta og nákvæma frumgerðasmíði halla verkfræðingar og frumkvöðlar sér að vírsniðstækni. Þetta flýtir fyrir hönnunarstaðfestingu og ströngum prófunarstigum.
Frumgerðir sem eru smíðaðar með vírsniðstækni endurspegla lokaafurðina náið og styrkja mikilvægi hennar í vöruþróunarferlinu.
Miðað við styrkleika sína á þessum kjarnasviðum er nákvæm og nákvæm geta vírsneiðingartækninnar mikið nýtt í fjölmörgum atvinnugreinum.
•Framleiðsla lækningatækja
• Rafeindatækni og öríhlutir
• Geimferðafræði og flug
•Skartgripir og úrsmíði
• Bílaiðnaðurinn
•Orkugeirinn
• Viðgerðir á myglu og deyja
Birtingartími: 12. des. 2023